

西门子屏蔽电缆6XV1830-OEH1O西门子总代理 西门子中国代理商
西门子屏蔽电缆6XV1830-OEH1O西门子总代理 西门子中国代理商
西门子屏蔽电缆6XV1830-OEH1O西门子总代理 西门子中国代理商
西门子PLC系统最常使用存储卡有哪些?有什么区别?西门子PLC系统最常使用存储卡有哪些?有什么区别?随着对西门子系统的深入学习,接触到的系统也越来越多,200、300、400和1200、1500系列,这几种系统用的存储卡也有所区别,今天就简单的说一下这几种系统用的存储卡。

一、200 cpu使用的存储卡是EEPROM外部存储卡,存储器类型Flash-EPROM。
说明:
1、外部存储卡可以传输程序、数据和系统数据到 S7-200 CPU 而无需编程器。
2、外部存储卡不能扩展 CPU 的程序存储空间。
目前外部存储卡有两个版本:
· 32K存储卡:仅用于储存和传递程序、数据块和强制值
· 64K/256K存储卡:可用于新版CPU(23版)保存程序、数据块和强制值、配方、数据记录和其他文件(如项目文件、图片等)
注意:
1、200存储卡可带电插拔。
2、存储卡的内容一旦写入不会丢失。
3、64K/256K新存储卡只能用于新版CPU(23版);32K存储卡只可以用于向新版(23版)CPU传递程序,不支持64K/256K存储卡的新功能;新版CPU不能向32K存储卡中写入任何数据。
S7-200 CPU存储卡及电池卡的订货号如下表所示:

二、S7-300使用的是微型存储卡MMC(Micro Memory Card),必须用专用的读卡器读写 ,存储器类型Flash-EPROM。
注意:由于新型S7-300CPU不包含内置装载存储器,因此必须使用MMC卡。
S7-300 CPU存储卡订货号如下表所示:

三、S7-400H支持RAM和FLASH两种类型的存储卡。可以通过存储卡扩展CPU的装载内存区(存放用户程序)。
RAM 存储卡,存储器类型RAM;掉电后程序数据丢失,为保证数据和程序不丢失,可以配置后备电池。
FLASH卡存储器类型Flash-EPROM,可以掉电保持程序。如果要维持保持性存储的位存储器、定时器、计数器、系统数据以及变量数据块中的数据,也需要配置后备电池。
S7-400cpu存储卡的大小及订货号
RAM卡的扩展范围为256KB至64MB。

FLASH卡的扩展范围为1MB至64MB。

注意:
不是所有S7-400H CPU都能支持64MB的RAM卡。
6ES7414-4HJ04-0AB0和6ES7417-4HL04-0AB0(二者固件版本为V4)只支持16MB及以下的RAM卡。
四、S7-1200CPU使用的存储卡为SD卡,存储器类型Flash-EPROM,存储卡中可以存储用户项目文件。
有如下几种主要功能:
----作为CPU的装载存储区,用户项目文件可以仅存储在卡中,CPU中没有项目文件 ,离开存储卡无法运行。
----在没有编程器的情况下,作为向多个S7-1200plc传送项目文件的介质。
----忘记密码时,清除CPU内部的项目文件和密码。
----12MB以上存储卡可以用于更新S7-1200CPU的固件版本。
注意:
· 对于S7-1200CPU,存储卡不是必须的。
· 将存储卡插到一个处于运行状态的CPU上,会造成CPU停机。
· S7-1200 CPU 仅支持由西门子制造商预先格式化过的存储卡, 即下列订货号产品:

五、1500cpu使用的是SIMATIC 存储卡(SMC),可用通用的读卡器读写,若误删隐藏文件或格式化,可通过博途软件在线格式化恢复SMC功能。

注意:
1、对于S7-200、早期的S7-300,S7-400、S7-1200可以没有存储卡运行。后期的S7-300、S7-1500都必须配置存储卡。
2、1200与1500有一部分存储卡可以通用。
【西门子PLC】装料卸料案列,教会你如何编写一个程序导读:本案例主要让读者练习西门子S7-200SMART系列PLC位逻辑指令、定时器、子程序的结构,了解编写一个程序的思路。
目的:
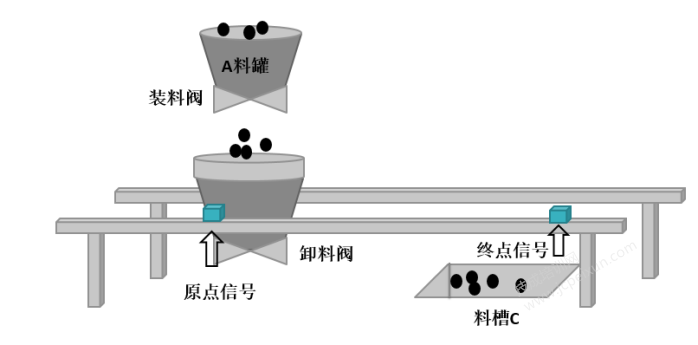
把A料罐的料自动运至料槽C里
控制要求:
1.有上电自动回原点功能 :当设备上电时,将执行回原点动作;
2.有手/自动功能:可以切换手动和自动模式控制设备;
3.自动循环模式:机器重复执行的“自动控制过程”1-4;
4.单循环模式:机器执行完一次“自动控制过程”1-4后停止。
自动控制过程:
1.按下自动启动按钮,如果小车在原点,则打开装料阀装料。
2.10s后,关掉装料阀,小车前进,前进至终点后停止。
3.打开卸料阀。
4.12秒后,关闭卸料阀,小车后退,后退至原点停止。
在编写程序之前I/O表是需要先整理好的,也方便选型、后续编写程序、读程序等。
I/O表

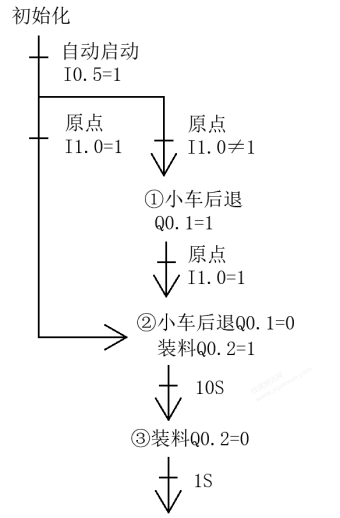
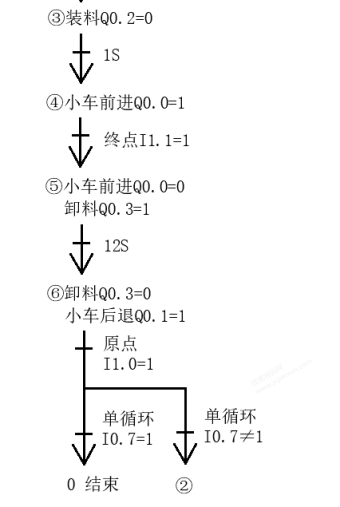
流程图:理清思路,把动作过程找出来,之后做出流程图。看着流程图,把流程图中要用到的PLC的输入输出点都找到,标记出来。自动程序是根据流程图编写的,读者们可以对照流程图和程序。
自动控制流程图
PLC程序
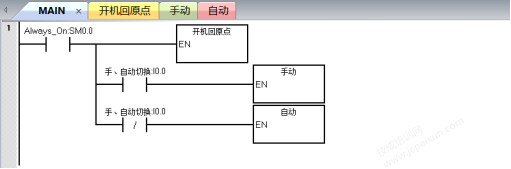
主程序:MAIN
调用开机回原点,手动,自动子程序,I0.0在这里的作用是机器只能在手动或者自动模式,防止启动了两种工作模式。
子程序:开机回原点
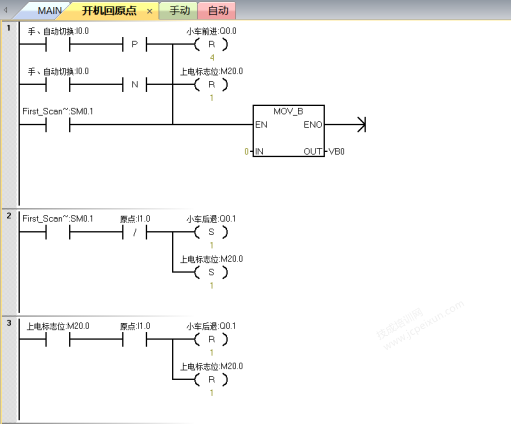
程序段1:PLC上电或者手动/自动模式切换时,复位Q0.0开始的4位和M20.0,步数赋值0,做数据初始化。
程序段2:PLC上电的时候,当小车在原点的时候就不执行小车后退,如果不在原点将执行小车后退,并把上电标志M20.0位置1。
程序段3:当上电标志位M20.0接通时,小车回到原点,然后复位小车后退。
子程序:手动
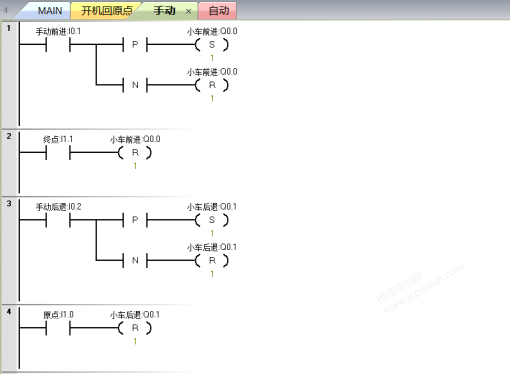
程序段1:I0.1按下小车前进,I0.1松开小车停止。
程序段2:到达终点限位I1.1小车将不能再前进,这里做了置0的保护。
程序段3:I0.2按下小车后退,I0.2松开小车停止。
程序段4:到达原点限位I1.0小车将不能再后退,这里做了置0的保护。
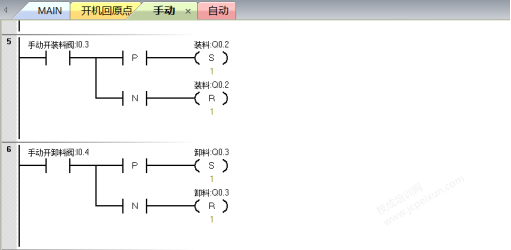
程序段5:I0.3按下装料阀打开,I0.3松开装料阀关闭。
程序段6:I0.4按下卸料阀打开,I0.4松开卸料阀关闭。
子程序:自动
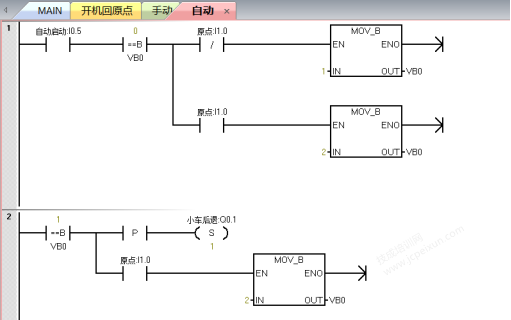
程序段1:按下自动启动按钮,如果在小车在原点将执行第2步程序,小车不在原点将执行第1步程序。
程序段2:小车后退,到达原点执行第2步程序。
vb0写入的数值代表自动程序的步数
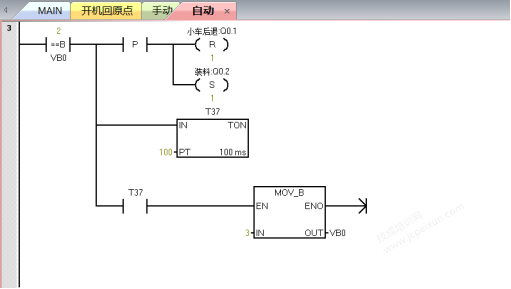
程序段3:小车停止后退,打开装料阀进行装料10秒后执行第2步程序。
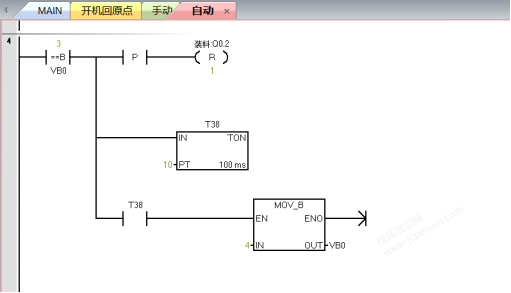
程序段4:关闭装料阀等待1秒,防止关料阀还未关好小车就往料槽C方向前进了。
1秒后执行第4步程序。
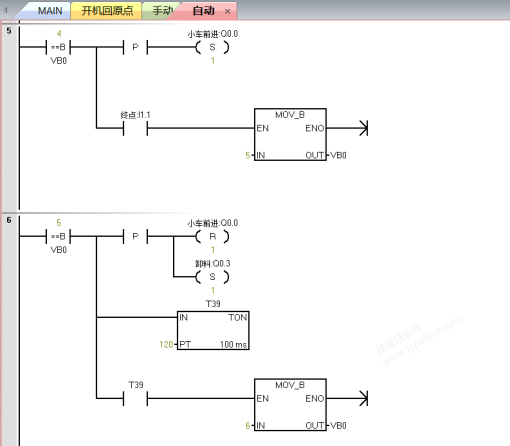
程序段5:小车前进,到达终点后执行第5步程序。
程序段6:小车停止前进,打开装料阀进行装料12秒后执行第6步程序。
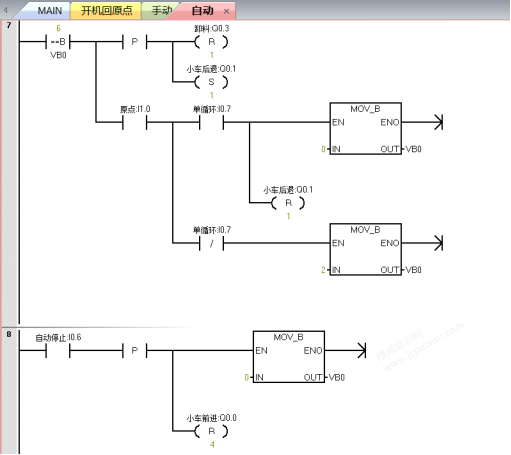
程序段7:关闭卸料阀,小车后退。到达原点时,如果执行的时单循环,将执行第0步程序,也就是停止,同时复位Q0.1;如果不是执行单循环,将执行第2步程序。
程序段8:按下自动停止按钮,步数清零,复位Q0.0开始的4位。