

ES7211-0BA23-0XB0

相似图像
*** 备件 *** SIMATIC S7-200,CPU 221 紧凑型设备,交流电源 6 个直流数字输入/4 个数字输出,继电器输入端, 4 KB 程序/2 KB 数据
产品商品编号(市售编号)6ES7211-0BA23-0XB0产品说明*** 备件 *** SIMATIC S7-200,CPU 221 紧凑型设备,交流电源 6 个直流数字输入/4 个数字输出,继电器输入端, 4 KB 程序/2 KB 数据产品家族未提供产品生命周期 (PLM)PM410:停止批量生产 / 仅供应有限备件PLM 有效日期产品停产时间:2022.01.18价格数据价格组 / 总部价格组ZR / 2ET列表价(不含税)显示价格您的单价(不含税)显示价格金属系数无交付信息出口管制规定ECCN : N / AL : N工厂生产时间1 天净重 (Kg)0.296 Kg包装尺寸10.50 x 10.60 x 7.60包装尺寸单位的测量CM数量单位1 件包装数量1其他产品信息EAN4025515071129UPC未提供商品代码85371091LKZ_FDB/ CatalogIDST9-E5产品组4255组代码R131原产地中国Compliance with the substance restrictions according to RoHS directiveRoHS 合规开始日期: 2008.03.31产品类别C: 产品制造/生产到订单,无法重复使用或再利用,也不能通过信用退货。电气和电子设备使用后的收回义务类别是REACH Art. 33 责任信息Lead CAS 号 7439-92-1 > 0, 1 % (w / w)Dodecachloropentacyclo[12... > 0, 1 % (w / w)lblREACHCode0236 > 0, 1 % (w / w)西门子PLC S7-300的模块诊断与过程中断功能?西门子PLC S7-300是德国西门子公司生产的可编程序控制器(PLC)系列产品之一。其模块化结构、易于实现分布式的配置以及xingjiabigao,下面一起来看看西门子PLC S7-300的模块诊断与过程中断功能

??1.模块诊断功能
??通过模块诊断可以确定数字量模块获取的信号是否正确,或模拟量模块的处理是否正确。
??数字量I/O模块可以诊断出无外部电压、共模故障、组态/参数错误、断线、测量范围上溢出或下溢出等故障。模拟量输出模块可以诊断出无外部电压、组态/参数错误、断线和对地短路等故障。
??2.过程中断
??通过过程中断,可以对过程信号进行监视和响应。
??根据设置的参数,可以选择数字量输入模块的每个通道组是否在信号的上升沿、下降沿产生过程中断,或在两个边沿都产生过程中断。信号模块可以对每个通道的一个中断进行暂存。
??模拟量输入模块通过上限值和下限值定义一个工作范围,模块将测量值与上、下限值进行比较,如果通过限制,则执行过程中断。
??执行过程中断时,CPU暂停执行用户程序,或暂停执行低优先级的中断程序,来处理相应的诊断中断功能模块( OB40)。
西门子S7-1200 PLC进行物料不良品检测案例详解一、任务目标该任务是功能指令应用案例,使用功能指令有助于我们厘清编程思路。本任务使用了移位指令及递增指令,在实际应用中类似有产品检测这类项目,可以使用移位指令来提高变成效率。本任务要求读者掌握以下几个内容。
1.移位指令的使用
2.不良品检测程序的编写
二、任务描述如图3-3-1所示在传送带上有“0”,“1”,“2”,“3”,“4”,“5”总共6个工位,不良品检测具体控制要求如下:
(1)机械手把产品放在第“0”个工位,通过光电开关(或视觉)检测。
(2)当机械手每放入一个产品,传送带移动一个工位 。
(3)当传送带每移动一个工位凸轮转一圈(I1.1检测到一个信号)。
(4)当检测到不良品时,到达第“4”个工位气缸推出。
(5)当不良品掉入箱体里,I1.2将检测到一个信号,从而气缸可以缩回。
(6)按下复位按钮(I1.3),整个系统重新复位。
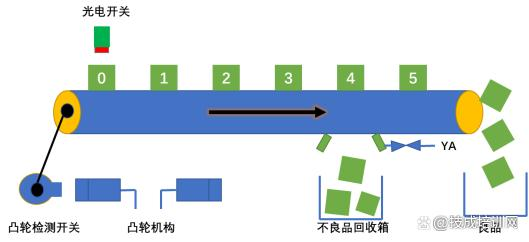
图3-3-1 不良品检测示意图
三、相关知识本案例需要使用的功能指令有递增指令和移位指令。其中递增指令在上一节中有着重介绍,在此不赘述,本任务会介绍移位指令。
1.左移位指令 (SHL)
当左移指令(SHL)得EN位为高电平“1”时,将执行移位指令,将IN端指定的数据左移N端指定的位数,然后写入OUT端指令的目的地址中。相关参数如下表:
注意:可以从指令框“下拉列表中选择该指令的数据类型。
用一个例子来说明左移指令 (SHL)的使用,梯形图如图3-3-2所示
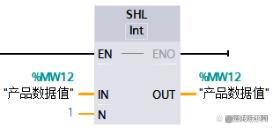
图3-3-2 移位指令
MW12存储器中移位前的数值:
MW12存储器中移位后的数值:
四、任务实施本任务的实施步骤主要分为PLC接线、IO地址分配以及程序设计思路:
1.IO地址分配
2.程序设计思路
1).使用递增指令统计不良品的个数,每来一个不良品数值加1。
2).通过凸轮检测传感器判断不良品到达哪个工位上,然后配合移位指令剔除不良品。
3.程序设计
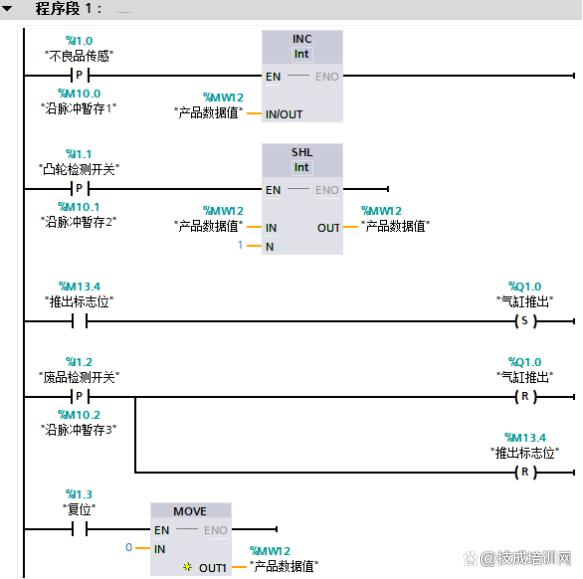
在本任务中,主要使用的是移位指令在固定的工位剔除不良品,使用移位指令的好处就是当有多个不良品出现时,仍然可以达到控制要求,不需要增加复杂的逻辑程序段。