

6ES7414-3EM06-0AB0

相似图像
********** 备件 ********* SIMATIC S7-400,CPU 414-3 PN/DP 中央处理器,带: 内存 4 MB, (2 MB 代码,2 MB 数据), 接口: 1.SS MPI/DP 12 MBit/s(X1), 2.SS Ethernet/PROFINET(X5), 第 3 个 IF 964-DP 接口可插拔(IF1)
注意
服务

9LF1110-6DA13-2AB1
200 币积分用于 寻求技术专家建议 对于当前和停产 产品和优先 召回,周一至周五 全天候服务(24/5); 该卡 通过电子邮件发送; 自购买起 36 个月有效 服务计费单位 数(币)*: 优先召回:100 币 1 小时技术支持: 当前产品:200 币 停产产品:200 币 *对于区域性服务, 计费 (币)可能更便宜
【西门子PLC】装料卸料案列,教会你如何编写一个程序
导读:本案例主要让读者练习西门子S7-200SMART系列PLC位逻辑指令、定时器、子程序的结构,了解编写一个程序的思路。
目的:
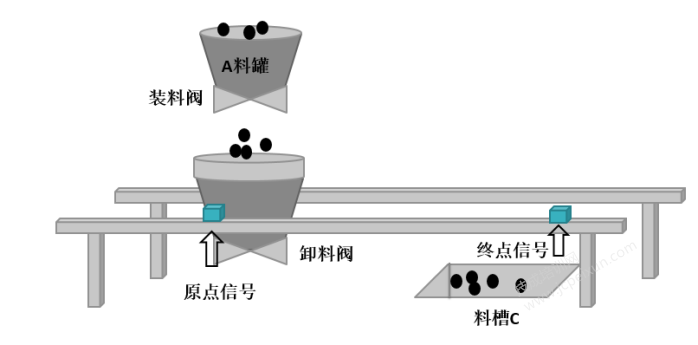
把A料罐的料自动运至料槽C里
控制要求:
1.有上电自动回原点功能 :当设备上电时,将执行回原点动作;
2.有手/自动功能:可以切换手动和自动模式控制设备;
3.自动循环模式:机器重复执行的“自动控制过程”1-4;
4.单循环模式:机器执行完一次“自动控制过程”1-4后停止。
自动控制过程:
1.按下自动启动按钮,如果小车在原点,则打开装料阀装料。
2.10s后,关掉装料阀,小车前进,前进至终点后停止。
3.打开卸料阀。
4.12秒后,关闭卸料阀,小车后退,后退至原点停止。
在编写程序之前I/O表是需要先整理好的,也方便选型、后续编写程序、读程序等。
I/O表

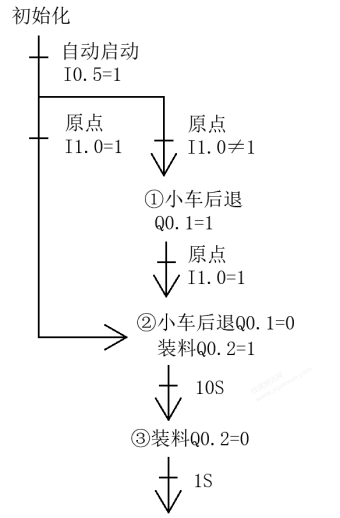
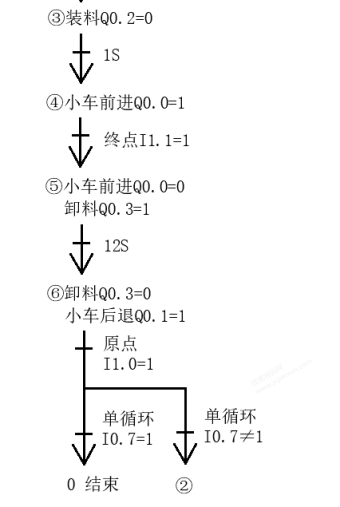
流程图:理清思路,把动作过程找出来,之后做出流程图。看着流程图,把流程图中要用到的PLC的输入输出点都找到,标记出来。自动程序是根据流程图编写的,读者们可以对照流程图和程序。
自动控制流程图
PLC程序
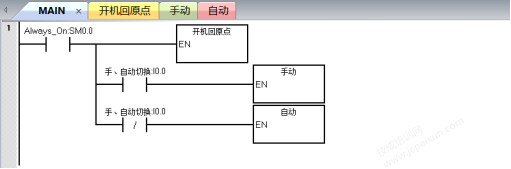
主程序:MAIN
调用开机回原点,手动,自动子程序,I0.0在这里的作用是机器只能在手动或者自动模式,防止启动了两种工作模式。
子程序:开机回原点
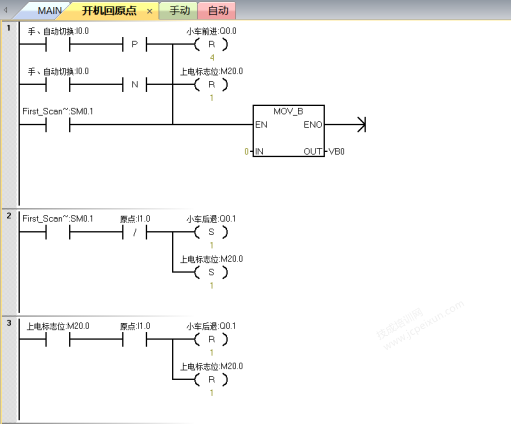
程序段1:PLC上电或者手动/自动模式切换时,复位Q0.0开始的4位和M20.0,步数赋值0,做数据初始化。
程序段2:PLC上电的时候,当小车在原点的时候就不执行小车后退,如果不在原点将执行小车后退,并把上电标志M20.0位置1。
程序段3:当上电标志位M20.0接通时,小车回到原点,然后复位小车后退。
子程序:手动
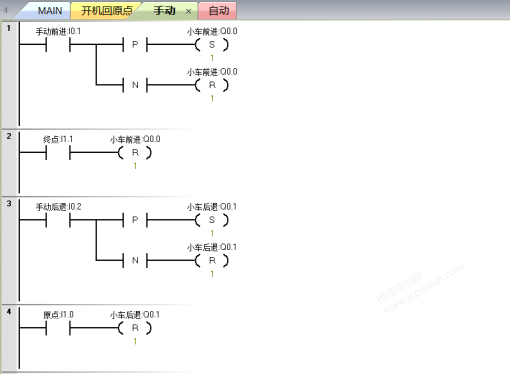
程序段1:I0.1按下小车前进,I0.1松开小车停止。
程序段2:到达终点限位I1.1小车将不能再前进,这里做了置0的保护。
程序段3:I0.2按下小车后退,I0.2松开小车停止。
程序段4:到达原点限位I1.0小车将不能再后退,这里做了置0的保护。
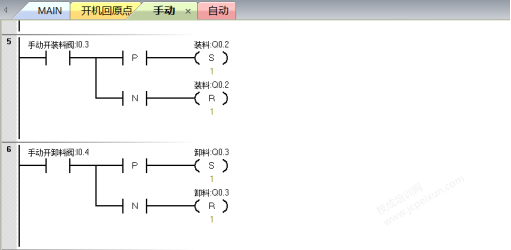
程序段5:I0.3按下装料阀打开,I0.3松开装料阀关闭。
程序段6:I0.4按下卸料阀打开,I0.4松开卸料阀关闭。
子程序:自动
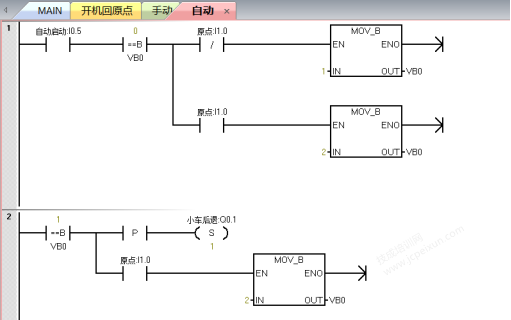
程序段1:按下自动启动按钮,如果在小车在原点将执行第2步程序,小车不在原点将执行第1步程序。
程序段2:小车后退,到达原点执行第2步程序。
vb0写入的数值代表自动程序的步数
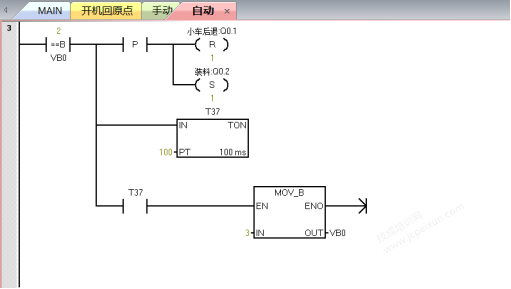
程序段3:小车停止后退,打开装料阀进行装料10秒后执行第2步程序。
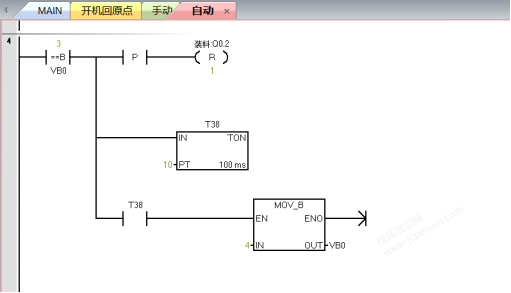
程序段4:关闭装料阀等待1秒,防止关料阀还未关好小车就往料槽C方向前进了。
1秒后执行第4步程序。
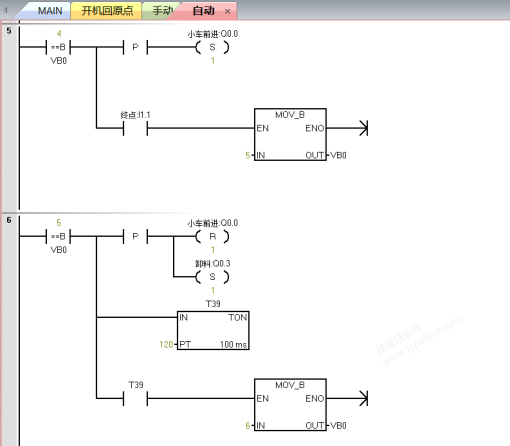
程序段5:小车前进,到达终点后执行第5步程序。
程序段6:小车停止前进,打开装料阀进行装料12秒后执行第6步程序。
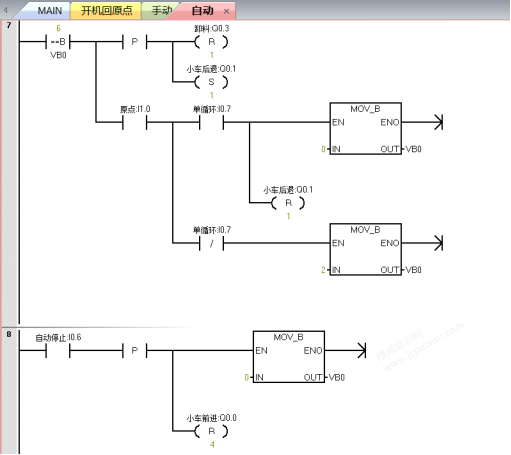
程序段7:关闭卸料阀,小车后退。到达原点时,如果执行的时单循环,将执行第0步程序,也就是停止,同时复位Q0.1;如果不是执行单循环,将执行第2步程序。
程序段8:按下自动停止按钮,步数清零,复位Q0.0开始的4位。